


New Range with best ratio of “Performance to Torch Weight” in the entire range of Manual Torches.
Torches with Light-weight “BIKOX® LW” cable assembly, for even better handling and scientifically proven reduced operator fatigue, in all welding positions
| Model | Type | Rating (CO2) | Duty Cycle | Wire Size (mm) |
|---|---|---|---|---|
| MB EVO PRO 15 | Air cooled | 180 A | 60% | 0.8-1.2 |
| MB EVO PRO 25 | 230 A | 0.8 – 1.2 | ||
| MB EVO PRO 24 | 250 A | 0.8 – 1.2 | ||
| MB EVO PRO 36 | 320 A | 0.8 – 1.2 | ||
| MB EVO PRO 501 D | Liquid Cooled | 500 A | 100% | 1.0 – 2.4 |

New Range torch series stands for completely new handling concept. With Ball joint
| Model | Type | Rating (CO2) | Duty Cycle | Wire Size (mm) |
|---|---|---|---|---|
| MB EVO 15 | Air cooled | 180 A | 60% | 0.6-1.0 |
| MB EVO 25 LC | 200 A | 0.8 – 1.2 | ||
| MB EVO 24 VLC | 210 A | 0.8 – 1.2 | ||
| MB EVO 25 | 230 A | 0.8 – 1.2 | ||
| MB EVO 24 LC | 240 A | 0.8-1.2 | ||
| MB EVO 24 | 250 A | 0.8 – 1.2 | ||
| MB EVO 36 | 320 A | 0.8 – 1.2 | ||
| MB EVO 36 HD | 350 A | 0.8 – 1.2 |

Heavy Duty Torches for Flux Core applications.
| Model | Type | Rating (CO2) | Duty Cycle | Wire Size (mm) |
|---|---|---|---|---|
| MB 40 HD | Air cooled | 400 A | 60% | 1.0-2.4 |
| MB 61 GD | 500 A | 1.6-3.2 | ||
| RB 610 D | Liquid Cooled | 650 A | 100% | 0.8 – 1.2 |

Asian style Binzel Torches with small Grip.
| Model | Type | Rating (CO2) | Duty Cycle | Wire Size (mm) |
|---|---|---|---|---|
| AB Grip 20.2 | Air cooled | 200 A | 60% | 0.6-1.0 |
| AB Grip 35.2 | 350 A | 1.0 – 1.6 | ||
| AB Grip 50.1 | 500 A | 1.2-1.6 |

High Efficiency - MIG Welding Torch with facility for extraction of harmful weld fumes at source.
| Model | Type | Rating (CO2) | Duty Cycle | Wire Size (mm) |
|---|---|---|---|---|
| RAB Grip HE 24 | Air cooled | 230 A | 60% | 0.8-1.2 |
| RAB Grip HE 36 | 300 A | 0.8 – 1.2 | ||
| RAB Grip HE 501 D | Water cooled | 500 A | 100% | 1.0-2.4 |


MIG Torches with special extra-long Necks ( up to 600 mm long) and special Contact Tip & Gas Nozzle with specifications as per Models MB 15AK & MB 24KD.

MIG Torches with special extra-long Necks ( up to 600 mm long) and special Contact Tip & Gas Nozzle with specifications as per Models MB 15AK & MB 24KD.
| Torch Description | Options | Type | Rating | Duty Cycle |
|---|---|---|---|---|
| Push-Pull Plus 36 D, 48 V motor, central adaptor GZ-2, 8 Meters | Straight / 45 deg. Bent With or without poti | Gas Cooled | 300 A | 60% |
| Push-Pull Plus 401 D, 48 V motor, central adaptor WZ-2, 8 Meters | Liquid Cooled | 400 A | 100% |

| Model | Type | Rating AC | Rating DC | Duty Cycle | Electrode Dia.(mm) |
|---|---|---|---|---|---|
| SRT - 18 | Liquid Cooled | 320 A | 240 A | 100% | 0.5-4.0 |
| SRT - 26 | Liquid Cooled | 180 A | 130 A | 35% | 0.5-4.0 |

Non-Thoriated Tungsten Electrodes – E3(as per DIN EN ISO 6848) Length = 150 mm
| Diameter | Part No. |
|---|---|
| 1.6 mm | 700.0297.10 |
| 2.0 mm | 700.0298.10 |
| 2.4 mm | 700.0299.10 |
| 3.0 mm | 700.0300.10 |
| 3.2 mm | 700.0301.10 |

| OEM | Torch | System |
|---|---|---|
| HYPERTHERM | PAC110®/PAC120®/PAC125®/PAC140® | MAX20®/MAX40®/MAX42® |
| T80/T80M/T100/T100M | POWERMAX1000®/POWERMAX1250®/POWERMAX1650® | |
| T30v®/T45v® | POWERMAX30®/POWERMAX45® | |
| PAC200T®/PAC200T/E® | HySpeed® HT2000®/MAX200® | |
| PAC170®/PAC600®/PAC620® | HT4000®/HT4001® | |
| HT4400® | HySpeed® HT4400® | |
| HPR130®/HPR260® ms,ss,al | HPR130®/HPR260® | |
| HPR130XD®/HPR260XD® ms.ss.al | HPR130XD®/HPR260XD® | |
| HSD130® ms,ss,al | HySpeed Plasma | |
| KJELLBERG® | PerCut 101®/PerCut 1603D® | HiFocus100®/Hifocus160i® |
| PerCut 370.1®/PerCut 370.2® | HiFocus280®/Hifocus360®/HiFocus440® | |
| PA-S75®/PB-S75®/PB-S76®/PB-S77®/PB-S80® | FineFocus 800®/FineFocus900® | |
| PerCut160®/PerCut170® | HiFocus160i® | |
| ESAB® | PT15®/PT-15XL®/PT19XLS® | |
| PT-600®/PT17A®/PT20AM® | ||
| PT23®/PT24®/PT25®/PT26® | ||
| PT31®/PT31XL®/PT32®/PT34 PT36® |
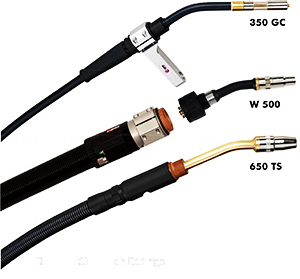
| Model | Type | Duty Cycle | Rating | Wire Size (mm) |
|---|---|---|---|---|
| ABIROB 350 GC | Gas Cooled | 100% | 350 A (CO2) / 300 A (mixed gases) | 0.9 to 1.2 |
| ABIROB A 360 | 360 A (CO2) / 290 A (mixed gases) | 0.8 to 1.4 | ||
| ABIROB A 500 | 500 A (CO2) / 400 A (mixed gases) | 0.8 to 1.6 | ||
| ABIROB W 500 | Liquid cooled | 550 A (CO2 ) / 500 A (mixed gases) | 0.8 to 1.6 | |
| Robo 650 TS | 650 A (CO2 ) / 550 A (mixed gases) | 1.0 to 3.2 |


| Torch Type | FANUC | ABB | MOTOMAN |
|---|---|---|---|
| ABIROB A 500 | iSTM | iSTM | iCAT |
| ABIROB A 360 | |||
| ABIROB W 300 | |||
| ABIROB W 500 | |||
| Robo 350 GC |
| Robot Mount CAT3 (M) cpl | Robot Mount CAT3 (L) cpl |
| Part No. 780.2052 | Part No. 780.2051 |


| Model ADF 615J | |
|---|---|
| Optical Class | 1/1/1/2 |
| Viewing Area | 96 x 40 mm |
| Cartridge Size | 110 x 90 x 9 mm |
| Switching Speed | 1/16,000 s |
| Light State | DIN 3.5 |
| Dark State | DIN 9 - 13 |
| Arc Sensors | 2 |
| Sensitivity Control | Low – High, by infinity dial knob |
| Delay Control Type | 0.1~ 1.0 s. by infinity dial knob |
| Shade control location | External, Variable Shade |
| Grinding Mode | Yes |
| Helmet Material | High impact Resistance Nylon |
| Power Supply | Solar cells, battery replaceable, 1 x AAA Alkaline battery |
| Application range | Stick Welding ,TIG, MIG / MAG; Plasma Cutting & Welding; Grinding; Not for Laser Welding or Oxyacetylene Welding / Cutting |
| Total Weight | 440 gms |
| Approved | GS, Din-Geprüft, CE, CSA Z94.3, ANSI Z87.1 |
| Color | Black |

| Type | Flow Rate | Tank Capacity | Cooling Capacity |
|---|---|---|---|
| CR 1250 | 7.0 lit/min | 6 lit | 1250W |
| 6 litre pack | 192.0265 |
| 20 litre pack | 192.0267 |

| Liquids | |
|---|---|
| 5 litre drum | 192.0052 |
| 20 litre drum | 192.0048 |
| Paste | |
| 300 gms tin | 192.0058 |
| Spray | |
| 400 ml can | 192.0071 |
| Emusion | |
| 5 litre pack | 192.0238 |
| 10 litre pack | 192.0239 |

Gouging Torches- G 3000 & G 4000
| Model | Rating | Duty Cycle | Nom.air pressure | Nom.volume flow | Connection air supply |
|---|---|---|---|---|---|
| G 3000 | Max 600 A | 60% | 7 bar | approx. 0.60 m3 /min. | 3/8” - 18 NPT |
| G 4000 | Max 1000 A | 35% | 7 bar | approx. 0.70 m3 /min | 3/8” - 18 NP |

| Type | Ampere | Pcs | AC / DC Pointed |
|---|---|---|---|
| 4 x 305 mm (5/32” x 12”) | 250 | 50 | AC / DC Pointed |
| 5 x 305 mm (3/16” x 12”) | 300 | AC Pointed | |
| 6 x 305 mm (5/16” x 12”) | 300 | DC Pointed | |
| 6.5 x 305 mm (1/4” x 12”) | 400 | AC/DC Pointed | |
| 8 x 305 mm (5/16” x 12”) | 500 | DC Pointed | |
| 9.5 x 305 mm (3/8” x 12”) | 600 | DC Pointed | |
| 13 x 355 mm (1/2” x 14”) | 900 | AC/DC Pointed |
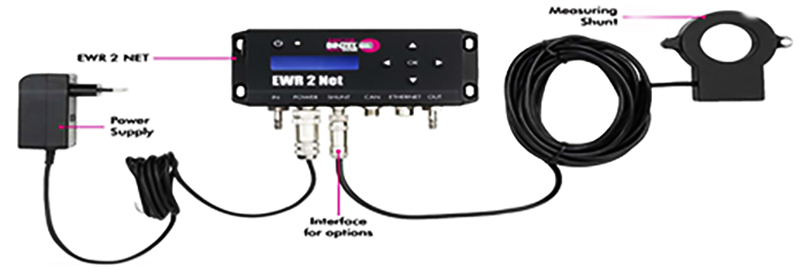
The EWR 2 can do more than just saving gas…






